

2020年将至,美国能源部(DOE)的这些燃料电池技术指标都完成了吗?
发布时间:
2019-12-16
成本、性能和耐久性是燃料电池商业化的关键挑战。针对质子交换膜燃料电池关键材料(质子膜、电催化剂、膜电极和双极板),关键部件(电堆、加湿器和空压机)和燃料电池系统,美国DOE对上述8项作出了至2020年的技术目标。2020年将至,美国DOE的这些燃料电池技术指标你能完成了吗。
成本、性能和耐久性是燃料电池商业化的关键挑战。针对质子交换膜燃料电池关键材料(质子膜、电催化剂、膜电极和双极板),关键部件(电堆、加湿器和空压机)和燃料电池系统,美国DOE对上述8项作出了至2020年的技术目标。2020年将至,美国DOE的这些燃料电池技术指标你能完成了吗。
作为美国能源部能效与可再生能源办公室的下属部门,燃料电池技术部门的”多年研究、开发和示范项目“(Multi-Year Research, Development and Demonstration Plan)指明了有关燃料电池所有活动的目标、目的、技术目标、任务和时间表。其中,针对交通领域车用质子交换膜燃料电池,该项目文件显示了至2020年质子膜、电催化剂、膜电极、双极板、电堆、加湿器、空压机和燃料系统的技术目标。
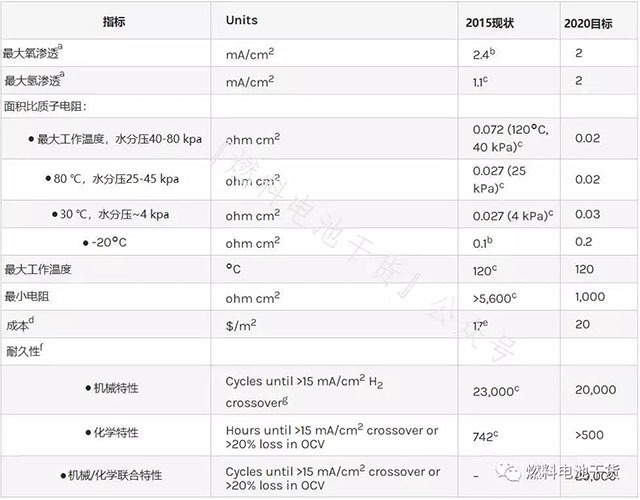
质子交换膜
上标注释:
a 膜电极在温度80°C的氧气或氢气中测试,气体完全湿润,总压力为1个大气压。
b 纳米纤维支撑的14 μm PFIA膜。
c 增强和化学稳定的PFIA膜。
d 大批量生产成本(每年50万套80 kW系统)。
e 每年生产50万套系统的质子膜成本。
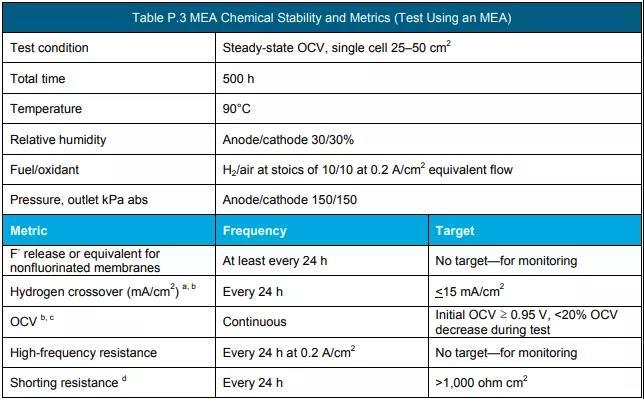
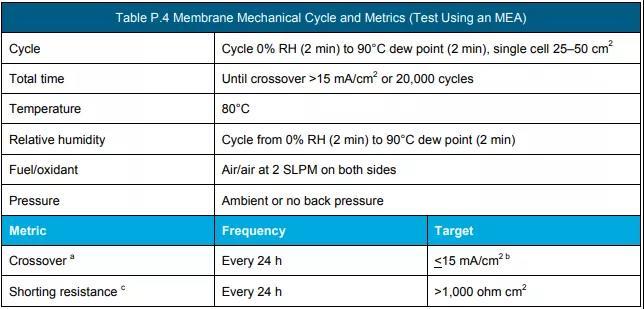
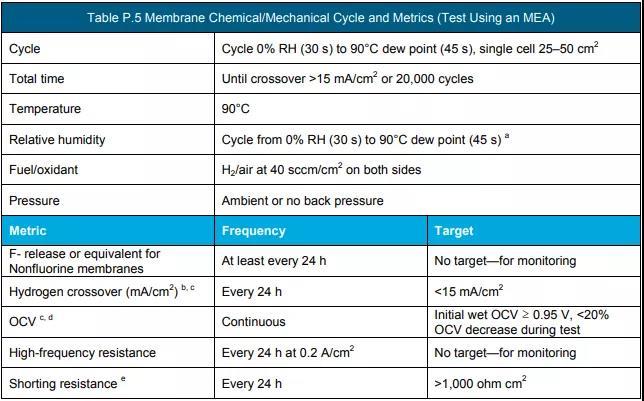
f 根据表P.3、表P.4和表P.5中协议进行测量。(所有附表和附图见文末)
g 可将在50 kPa压差,80℃和100%RH的条件下0.1 sccm/cm2的渗透量作为等效参考。
电催化剂

上标注释:
a 为实现系统成本目标,可能再进一步降低贵金属含量和载量。
b 额定功率工作点取决于膜电极温度。基于目标值Q/ΔTi=1.45 kW/°C,定义额定工况工作点电压V=77.6/(22.1+T[°C])。膜电极温度近似等于电堆冷却液出口温度。Q/ΔTi的定义见电堆技术指标注释i。
c 参考Steinbach等人发布的2014年“高性能、高耐久性和低成本的膜电极组件”年度价值评估。
d 基于膜电极在150 kPa绝压时的总功率,并在0.692 V和90°C下测得,满足Q/ΔT<1.45 kW/°C。若在250 kPa的绝对压力下,目标值为0.12 g/kW。
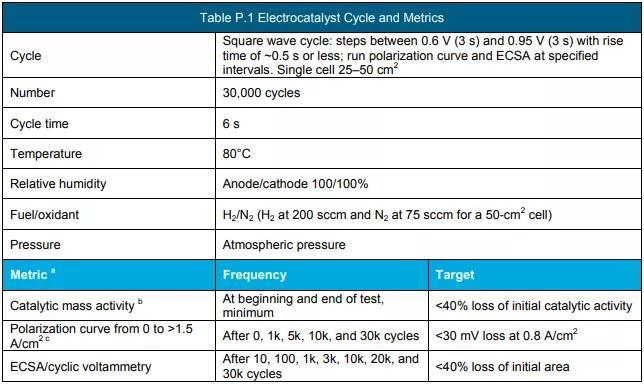
e 使用表P.1中的协议进行测量。
f 参考通用汽车公司Kongkanand等人的2014年“高活性脱硫催化剂”年度价值评估。
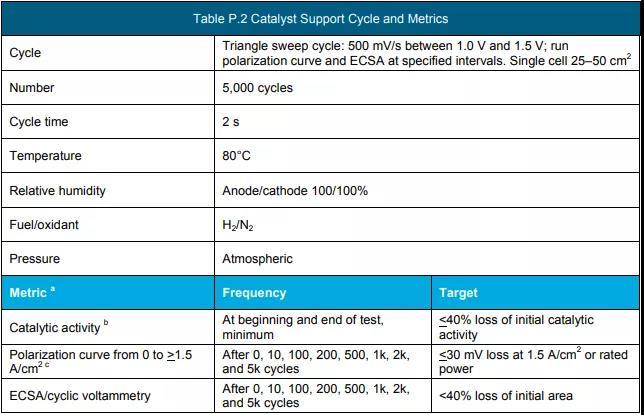
g 使用表P.2中的协议进行测量。
h 参考B. Popov等人2015年“用于PEM燃料电池的超低掺杂Pt阴极催化剂的开发”年度价值评估。
i 参考LANL机构P. Zelenay等人的2016年“非贵金属燃料电池阴极:催化剂的开发和电极结构设计”年度价值评估。
j 目标值相当于在载量0.1 mgPGM/cm2时催化剂质量比活性为0.44 A/mgPGM的目标。(PGM: Platinum group metal)
膜电极
上标注释:
a 大批量生产成本(每年50万套80 kWnet系统)。
b 每年生产50套系统的膜电极成本。
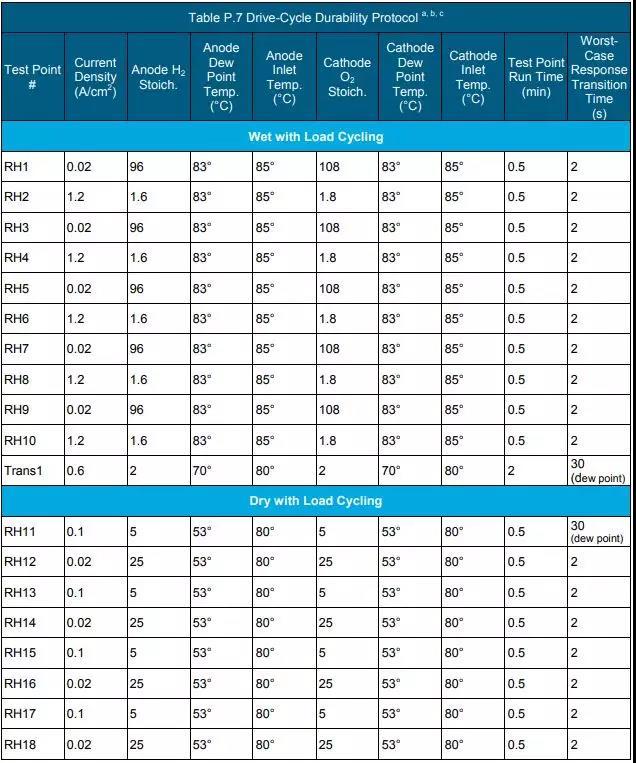
c 按照表P.7的耐久性试验规程,使用510催化剂(阳/阴极载量为0.2/0.4 mgPGM/ cm2)的戈尔膜电极在1.0-1.5 A/cm2电密区间电压降低10%之前的时间。
d 温度区间在80°C至最高温度或更高。根据表P.6和表P.7中的极化曲线和耐用性测试协议,测试后额定功率下降<10%。
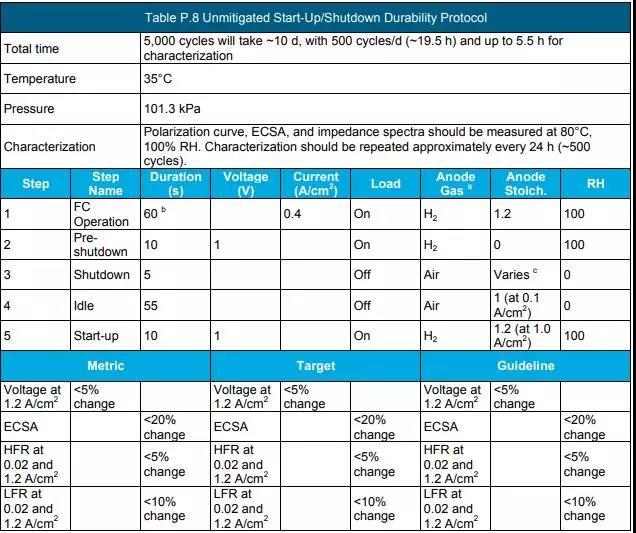
e 根据表P.8中的协议测量,在1.2 A/cm2电密工作下电压下降小于5%。
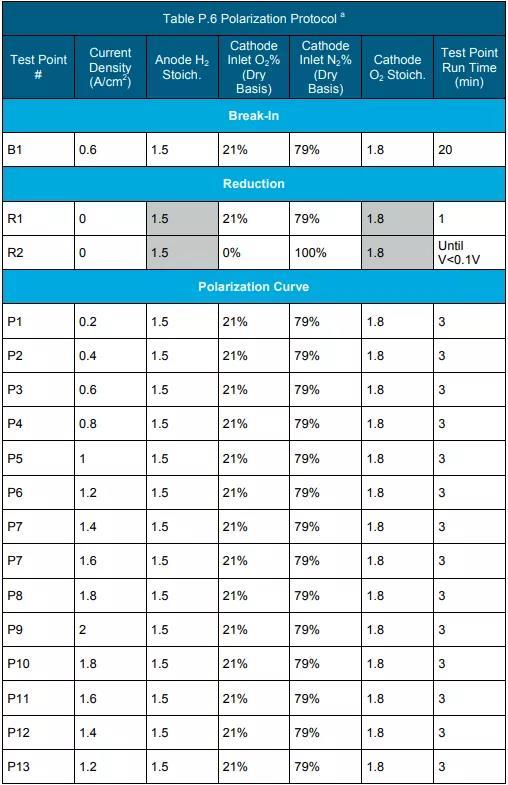
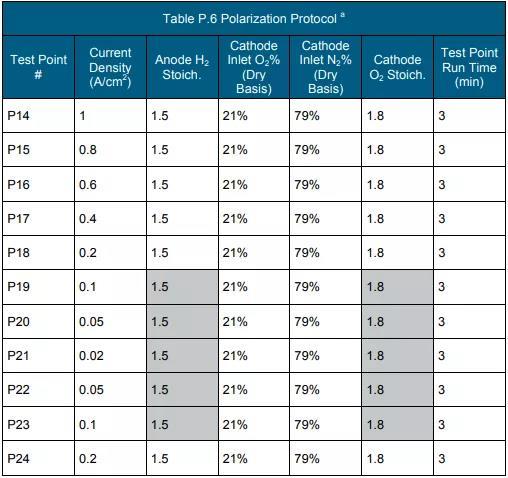
f 使用表P.6中的极化曲线协议测量。
g 参考通用汽车公司Kongkanand等人2014年“高活性脱硫催化剂”年度进度报告。
h 使用表P.6中的极化曲线协议进行测量,但可以使用任何温度到最高工作温度的温度范围,最大入口RH为40%。额定功率工作点和电催化剂技术目标的注释b相同。
i 在绝压150 kPa时面积比功率为810 mW/cm2,在绝压250 kPa时面积比功率为1060 mW/cm2。
j 使用基于表P.6中极化曲线协议下测量的1.0 A/cm2电密运行下30°C时电压与80°C时电压之比。露点温度25°C仅用于30°C温度操作。
k 基于使用高阴极载量(0.1/0.4 mgPGM/cm2阳/阴)的Gore膜电极和SGL GDL(25BC/25BC)在LANL进行的测试。
l 使用基于表P.6中极化曲线协议下测量的1.0 A/cm2电密运行下90°C时电压与80°C时电压之比。露点温度59°C用于90°C和80°C温度操作。
m 使用基于表P.6中极化曲线协议下测量瞬态30°C时电压与80°C 1.0 A/cm2稳态工作时电压之比。露点温度25°C仅用于30°C温度操作。30°C瞬态工况指在1 A/cm2电密下持续至少15分钟,然后不改变操作条件,降低至0.1 A/cm2并持续3分钟;3分钟后,电流密度再恢复到1 A/cm2,恢复到1 A/cm2后测量电压5秒钟。
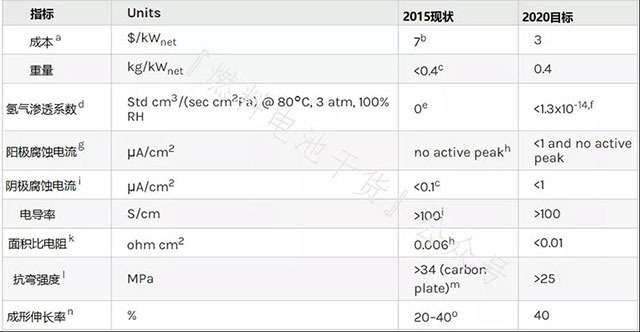
双极板
上标注释:
a 膜电极达到1000 mW/cm2性能且大批量生产(每年50万套80 kW系统)的成本。
b 每年生产50万套系统的双极板成本。
c 参考Treadstone C.H. Wang2012年“低成本质子交换膜燃料电池金属双极板”年度进展报告。
d 根据标准气体传输测试(ASTM D1434)。
e C.H. Wang(Treadstone), private communication, October 2014。
f Blunk, et al., J. Power Sources 159 (2006) 533–542。
g pH 3 0.1ppm HF, 80°C, peak active current<1e-6 A/cm2 (0.1 mV/s动态电压测试, -0.4 V to +0.6 V (Ag/AgCl)), 用Ar吹扫除气。
h Kumar, M. Ricketts, and S. Hirano, "Ex-situ evaluation of nanometer range gold coating on stainless steel substrate for automotive polymer electrolyte membrane fuel cell bipolar plate," Journal of Power Sources 195 (2010): 1401–1407, September 2009。
i pH 3 0.1ppm HF, 80°C, passive current<5e-8 A/cm2 (+0.6V (Ag/AgCl)恒电位测试超24 h),充气溶液。
j 参考GrafTech的O. Adrianowycz等人2009年“用于汽车PEM燃料电池的下一代双极板”年度进展报告。
k 包括根据Wang等人的方法测得的界面接触电阻。Wang, et al. J. Power Sources 115 (2003) 243–251 at 200 psi (138 N/cm2)。
I ASTM-D 790-10非增强和增强塑料及电绝缘材料的弯曲性能标准测试方法。
m 参考Porvair的D. Haack等人2007年“碳-碳双极板”年度进度报告。
n 根据ASTM E8M-01金属材料拉伸测试的标准测试方法或其他方法。
o 参考橡树岭国家实验室M. Brady等人的2010年“氮化金属双极板”年度进展报告。
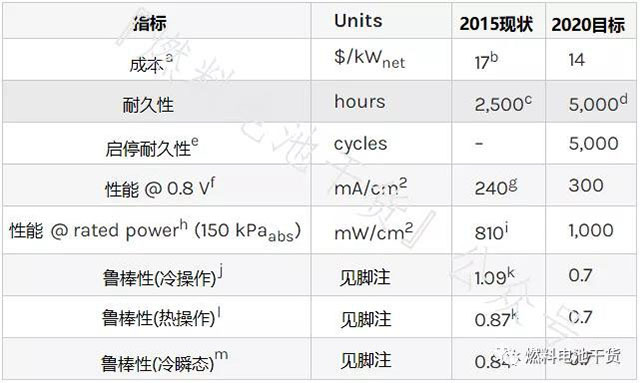
电堆

上标注释:
该部分所指电堆不包括储氢、电子、驱动和热、水、空气管理系统等燃料电池附件。
c 净功率(电堆功率减去BOP功率)。体积是“box”体积,包括死空间。
d 新闻稿:丰田汽车公司于2012年9月24日宣布其未来技术发展状况。
e M. Hanlon, "Nissan doubles power density with new Fuel Cell Stack," Oct 13, 2011。
f 使用表P.6中的极化曲线协议测量。
g 大批量生产成本(每年50万套堆)。
h 根据DOE燃料电池技术办公室燃料电池子项目下开发和验证的实验室规模(laboratory scale)的最新组件分析,且每年生产50万套。
i 与膜电极技术目标注释d相同。
j 参考J. Kurtz等人“年度燃料电池电动汽车评估”(2015年年度价值评估)报告,10%电压降级。
k 根据表P.8中的协议测量,在1.2 A/cm2电密工况点的电压下降小于5%。
l Q/ΔTi=[电池组功率(90 kW)x(1.25 V-额定功率下的电压)/(额定功率下的电压)]/[(电池组冷却液温度-环境温度]]。技术目标假设80 kW净功率需要90 kW功率电堆,并且使用表P.6中的极化曲线协议进行测量(入口加湿和冷却液出口温度除外)。入口加湿最高RH40%,冷却液出口温度可达最高工作温度,阴阳极入口压力最高为150 kPa(绝对值)。
m 基于0.67 V电压和电堆冷却液出口温度80°C。
n 与膜电极注释j相同。
o 与膜电极注释I相同。
p 与膜电极注释m相同。
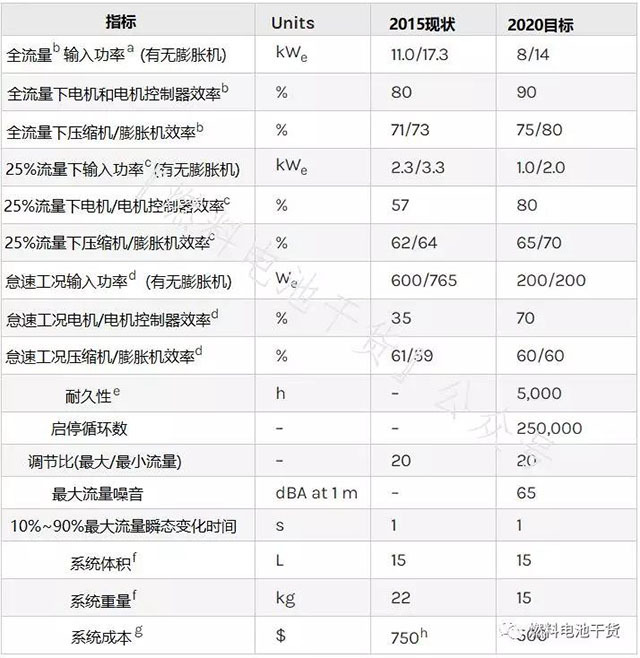
空压机
上标注释:
a 完全集成的空压机系统在台架测试中电机控制器的输入功率。完全集成空压机系统包括控制系统电子、过滤器以及用于冷却的其他空气设备。
b 压缩机:流量92 g/s,排出压力为2.5 bar(绝对值);入口条件40°C,25%RH。膨胀机:流量88 g/s,入口压力为2.2 bar(绝对),入口条件70°C,100%RH。
c 压缩机:流量23 g/s,最小排出压力为1.5 bar(绝对压力);入口条件40°C,25%RH。膨胀机:流量23 g/s,入口压力为1.4 bar(绝对),入口条件70°C,100%RH。
d 压缩机:流量4.6 g/s,最小排出压力为1.2 bar(绝对压力);入口条件40°C,25%RH。膨胀机:流量4.6 g/s,<压缩机排气压力,入口条件70°C,20%RH。
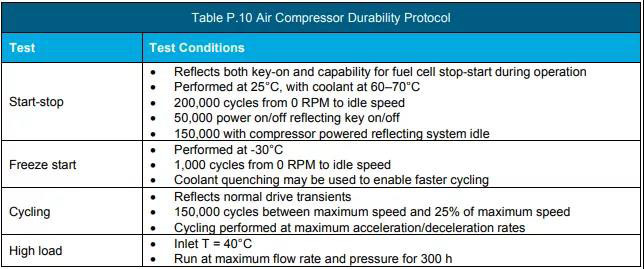
e 根据表P.10中的协议执行耐久性测试。
f 重量和体积包括电机和电机控制器。
g 每年50万套制造量。
h 包括每年制造50万套系统的压缩机、膨胀机和电机控制器的成本。
加湿器

上标注释:
a 参考2013年2月戈尔报告”低成本、高性能燃料电池加湿器的材料和模块“。
b 进入干燥空气:干气流量3000 SLPM,183 kPa(绝对值),80°C,0%RH。进入湿空气:干气流量2600 SLPM,160 kPa(绝对值),80°C,85%RH。
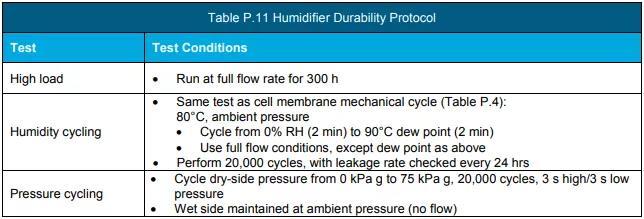
c 根据表P.11中的协议执行耐久性测试。
d 大批量生产成本(每年50万套80 kW系统)。
e 参考美国能源部15015氢能和燃料电池项目记录“燃料电池系统成本-2015”。
系统

上标注释:
a 技术目标不包括储氢、电子和驱动。
b 直流输出能量与燃料氢低热值的比率。峰值效率低于额定功率的25%。
c W. Sung, Y. Song, K. Yu, and T. Lim, "Recent Advances in the Development of Hyundai-Kia’s Fuel Cell Electric Vehicles," SAE Int. J. Engines 3.1 (2010): 768–772, doi: 10.4271/2010-01-1089。
d J.Juriga,Hyundai Motor Group's Development of the Fuel Cell Electric Vehicle,May 10, 2012。
e U. Eberle, B. Muller, and R von Helmolt, Energy & Environmental Science 5 (2012): 8780。
f 大批量生产成本(每年50万套系统)。
g 与电堆技术目标注释h相同。
h 基于2010年SAE世界大会报告平均值(W. Sung, Y-I. Song, KKH Yu, T.W. Lim, SAE-2-10-01-1089)。
i 氢气的低热值能量,包括低温启动过程中消耗的电能。
j 与电堆技术目标注释j相同。
k 与电堆技术目标注释i相同。
l 与电堆技术目标注释k相同。
m 在规定温度下浸泡8小时。
n 新闻稿:本田公司展示FCX概念车,2006年9月25日;美联社,丰田公司开发了新型燃料电池混合动力车,2008年6月6日。
附表和附图:

相关新闻

- 在线客服
客服热线
客服热线
18890207279
关注我们
公众号

关注公众号 获取更多灵感
- 返回顶部